
What is overmolding? This innovative manufacturing technique is revolutionizing how multi-material parts are designed and produced. This article explores the ins and outs of overmolding, from its basic definition to its key benefits, applications, and challenges.
What is Overmolding?
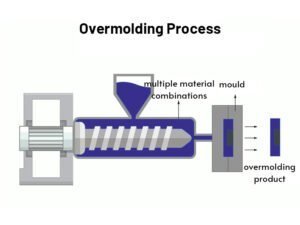
Overmolding is an injection molding process that involves molding one material over an existing substrate to create a multi-material part. Typically, it combines rigid plastic with a flexible material, such as rubber, to enhance functionality, durability, and aesthetics. The rigid part is first molded, then a second layer is added, offering flexibility, grip, cushioning, or resistance to environmental factors. This process is crucial for industries that require high-performance parts, meeting both functional and design needs.
Applications of Overmolding Services
Overmolding is a versatile manufacturing technique widely used across various industries.
Automotive Industry: In the automotive sector, overmolding is used for a variety of parts, such as dashboard components, sensors, handles, and electrical connectors.
Medical Industry: Overmolding can improve the tactile feel of instruments, prevent contamination by sealing sensitive electronics, and create comfortable, easy-to-grip handles for devices like thermometers and inhalers.
Consumer Electronics: In electronics, overmolding is used for the protection of connectors, cable assemblies, and wire harnesses, providing moisture resistance, improved durability, and shock protection.

Materials Used in Overmolding
The selection of materials is a critical factor in the success of the overmolding process. Different materials are chosen based on the desired functionality, durability, and application of the final product.
Common Thermoplastics Materials in Overmolding
Thermoplastics are among the most widely used materials in overmolding.
Polypropylene (PP): Known for its excellent chemical resistance and low cost, polypropylene is frequently used for parts that need to withstand harsh environmental conditions.
Acrylonitrile Butadiene Styrene (ABS): ABS offers high impact resistance and good mechanical properties, making it suitable for overmolding applications in automotive and consumer goods.
Polycarbonate (PC): With outstanding strength and transparency, polycarbonate is often chosen for applications where optical clarity and durability are essential.
Polyethylene (PE): A lightweight and flexible thermoplastic, polyethylene is commonly used in applications requiring high impact resistance, such as packaging and medical devices.
These materials are chosen for their durability, ease of molding, and compatibility with various other materials. When used in overmolding, thermoplastics provide the rigid base layer that supports the flexible or functional overlay, ensuring a robust and reliable end product.
Common Elastomers and Rubber in Overmolding
Elastomers and rubber materials are often used as the secondary material in overmolding due to their exceptional flexibility, resilience, and cushioning properties. The inclusion of elastomers or rubber in overmolded parts significantly enhances their tactile feel, such as providing a soft touch or grip, while also improving overall performance in terms of shock absorption, flexibility, and sealing.
Thermoplastic Elastomers (TPE): These materials combine the characteristics of rubber and thermoplastics, offering flexibility and ease of processing. TPE is often used in applications such as grips, seals, and gaskets.
Silicone Rubber: Known for its high temperature stability and chemical resistance, silicone rubber is used in medical and food-grade applications, where safety and reliability are paramount.
Polyurethane (PU): Polyurethane elastomers are often used for overmolding applications that require abrasion resistance, impact absorption, and low friction.
Common Metals and Inserts Used in Overmolding
In some overmolding applications, metals or inserts are incorporated into the design to provide additional strength, heat resistance, or electrical conductivity. These inserts are typically placed into the mold before the overmolding process begins, allowing the plastic or rubber to be injected around the metal to form a secure bond.
Stainless Steel: Frequently used for its corrosion resistance, stainless steel inserts can be incorporated into overmolded parts to provide reinforcement in high-stress applications, such as automotive or industrial components.
Aluminum: Lightweight and durable, aluminum inserts are often used in parts that require both strength and heat resistance.
Brass: Used in electrical components, brass inserts help provide conductivity and ensure a secure electrical connection when molded with overmolded plastic or elastomer materials.
The Process of Overmolding Service
The overmolding process combines multiple materials into a single, integrated part, improving functionality, aesthetics, and performance. By layering a secondary material over an existing base, overmolding achieves unique properties that are not possible with a single material.
The Overmolding Process Steps
The overmolding process typically follows several key steps, each crucial for ensuring a high-quality end product:
Base Material Preparation: The first step is to produce the base material, which is usually a rigid plastic part created through an initial injection molding cycle. This part serves as the core onto which the second layer will be applied.
Mold Setup and Heating: Once the base material is formed, the mold is set up with the required cavity for both the base and overmolding layers. The mold must be heated to the optimal temperature for the overmolding material, ensuring that it can properly adhere to the base.
Overmolding Material Injection: In this step, the secondary material (such as an elastomer, rubber, or soft-touch plastic) is injected into the mold over the base part. The injected material flows around the base and bonds with it to form a solid, integrated part.
Cooling and Solidification: After the overmolding material is injected, the mold is cooled, solidifying the part and allowing the layers to bond effectively. The cooling process is critical for achieving the correct shape and properties in the final product.
Ejection and Final Inspection: Once the part has cooled and solidified, it is ejected from the mold. The part undergoes final inspection for defects or inconsistencies before being packaged or sent for further processing.
Pre-production Considerations and Steps
Before the actual overmolding process begins, several key pre-production steps must be carefully planned to ensure the final product meets design specifications and performance standards.
Design: The design of the part must take into account the physical properties of both materials, as well as how they will interact. Designers must consider factors such as draft angles, wall thickness, and part geometry to ensure that both materials can be molded successfully. Additionally, features like undercuts or texture patterns can enhance the adhesion between the two materials and improve part performance.
Prototyping: Prototyping is essential to test the design and functionality of the overmolded part before full-scale production. Rapid prototyping methods like 3D printing or low-volume injection molding can be used to create prototypes that help identify potential issues such as material compatibility, bonding strength, or dimensional accuracy.
Tooling: Creating the right tooling is crucial for the success of the overmolding process. The mold must be designed to accommodate both the base and overmolding materials, ensuring that the injection process runs smoothly. The tooling must also include provisions for proper cooling and venting, as these factors significantly affect the quality of the final part.
Quality Control in Overmolding
Quality control is a critical part of the overmolding process, as defects can arise at various stages that impact the performance, durability, and aesthetics of the final part. The following quality control methods are commonly used in overmolding:
- Visual Inspections: The first step in quality control is a visual inspection of the finished part. This checks for obvious defects such as cracks, wrinkles, bubbles, or incomplete molding.
- Dimensional Inspection: Precision in overmolding is crucial, so dimensional inspections are conducted to ensure the final part matches the design specifications. Tolerances for size and geometry are checked using advanced measuring tools such as CMM (Coordinate Measuring Machines).
- Adhesion Testing: Since strong material bonding is essential in overmolding, adhesion tests are performed to ensure that the base and secondary materials are properly fused. Common tests include peel tests or pull-off tests to determine the strength of the bond between the layers.
- Functional Testing: For parts that have specific functional requirements (e.g., electrical components or automotive parts), functional testing is performed. This can include tests for temperature resistance, electrical conductivity, sealing properties, or mechanical strength.
Designing for Overmolding
Designing for overmolding requires special considerations to ensure that both materials bond effectively and perform as intended. Below are some key design factors to keep in mind:
- Draft Angles: Draft angles are essential in overmolding to ensure that the part can be easily ejected from the mold. A draft angle typically ranges between 1 and 5 degrees, depending on the material and part geometry. This ensures that the mold opens without damaging the part or hindering material flow.
- Material Compatibility: For overmolding to be successful, the materials must be compatible both in terms of processing and bonding. Designers must select materials that can adhere to one another effectively and maintain their properties throughout the part’s lifespan. Often, surface treatments or primers are used to enhance material adhesion.
- Part Geometry and Wall Thickness: The geometry of the part and uniformity of wall thickness play a significant role in achieving consistent overmolding results. Variations in thickness can lead to warping, shrinkage, or improper bonding, so it’s crucial to keep the part’s design as uniform as possible.
- Undercuts and Inserts: Undercuts are features that prevent the part from being removed easily from the mold. In overmolding, these features are often used to lock the secondary material into place, ensuring a strong bond. Additionally, inserts like metal components may be integrated into the mold to provide additional strength or functionality to the overmolded part.
Advantages of Overmolding
Overmolding is a sophisticated manufacturing technique that brings together multiple materials into a single, integrated part. This process provides numerous advantages, from enhancing part durability to improving aesthetics and functionality.
Improved Durability and Strength: Combines rigid and flexible materials for enhanced resistance to wear, abrasion, and environmental stresses.
Design Flexibility and Aesthetic Appeal: Offers a variety of textures, colors, and finishes to meet both functional and aesthetic requirements.
Streamlined Manufacturing and Cost Efficiency: Combines multiple parts into a single component, eliminating separate assembly, simplifying the supply chain, and reducing costs.
Superior Material Bonding and Integration: Creates strong, durable bonds between materials, enabling multi-functional components optimized for specific applications.
Enhanced Product Performance: Improves functionality and reliability, meeting both manufacturer and end-user demands.
Reduced Post-Production Work: Produces fully integrated parts with little to no assembly required, lowering labor costs.
Increased Product Reliability: Enhances part integrity, crucial for industries like automotive, aerospace, and medical devices.
Versatility Across Industries: Adaptable for diverse applications in automotive, medical, consumer electronics, and more.
Challenges and Limitations of Overmolding
While overmolding offers a wide range of advantages, it also comes with its own set of challenges.
1. Material Bonding Issues
Achieving a strong bond between base and overmolded materials is critical. Incompatibility can cause delamination or peeling under stress.
Solution: Use compatible materials, such as TPE with ABS or polycarbonate, and enhance adhesion through surface treatments like plasma cleaning, priming, or etching.
2. Shrinkage and Warping
Differential shrinkage from varying thermal expansion rates can lead to part warping during cooling.
Solution: Choose materials with similar thermal properties and incorporate effective mold designs with cooling channels and compensating features to ensure uniform cooling.
3. Tooling and Equipment Challenges
Overmolding requires specialized molds and advanced equipment:
- Mold Complexity: Molds must support both materials, often incorporating inserts, locks, or undercuts, which increases design intricacy and cost.
- Injection Equipment: Machines must handle sequential or simultaneous injection for effective multi-material molding.
Material Bonding Challenges and Solutions
One of the most significant challenges in overmolding is ensuring a strong and lasting bond between the base material and the overmolded material. The materials used for the base and overmold layers must be compatible, both chemically and physically. If they do not bond well, the overmolded layer may delaminate or peel away under stress, rendering the part ineffective.
Solution: To solve this, manufacturers can select materials that are known to bond well together. For example, thermoplastic elastomers (TPE) are often used in conjunction with rigid plastics like ABS or polycarbonate. Additionally, surface treatments like plasma cleaning, priming, or etching can improve the adhesion of the base material, creating a stronger bond between the layers.
Managing Shrinkage and Warping in Complex Parts
Shrinkage and warping are natural phenomena that occur when materials cool and contract during the molding process. When using multiple materials with different coefficients of thermal expansion, one material may shrink more than the other during cooling, leading to warping or distortion in the final part.
Solution: To manage differential shrinkage, it is essential to carefully select materials that have similar thermal expansion properties. Additionally, the mold design should include cooling channels that help regulate temperature and ensure uniform cooling of the part. Engineers may also incorporate compensating features into the mold, such as thicker sections where shrinkage is anticipated.
Tooling and Equipment Challenges in Overmolding Production
The overmolding process requires specialized tooling and equipment to ensure both materials are injected properly and bond together seamlessly.
Mold Complexity: The mold for overmolding must be capable of handling both the base material and the overmolded material. The mold design often includes features like inserts, mechanical locks, or undercuts to ensure proper bonding and retention of the overmolded material. Creating such molds can be intricate and costly.
Injection Molding Equipment: Overmolding requires injection molding machines that are capable of handling the specific demands of multi-material molding. Machines with the ability to perform sequential injection (i.e., injecting the base material first and then the overmold material) or simultaneous injection (injecting both materials at once) are needed.
Overmolding vs Insert Molding: What’s the Difference?
Both overmolding and insert molding (what is insert molding?)are widely used techniques in the manufacturing of multi-material parts, but they each have distinct characteristics that make them suitable for different applications.

Here’s a table summarizing the differences between Overmolding and Insert Molding:


